Email:
sales@hypersolidmetal.comWhatsapp:
8618134799990
Email:
sales@hypersolidmetal.comWhatsapp:
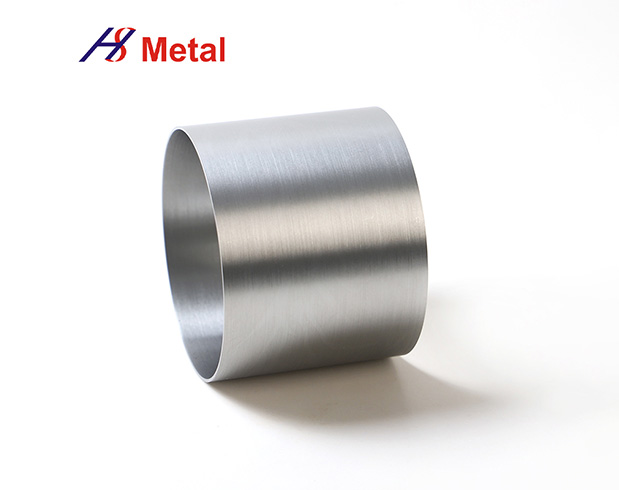
8618134799990Molybdenum metal and its alloys can be machined using all common machining processes. There are several points that must be considered when machining molybdenum or its alloys. Although molybdenum retains its strength at high temperatures, it is not particularly strong at room temperature. It is also less ductile than carbon steel or brass. In addition, its relatively high ductile-brittle transition temperature (DBTT) means that it is susceptible to stress risers and other geometric features that may initiate cracks.
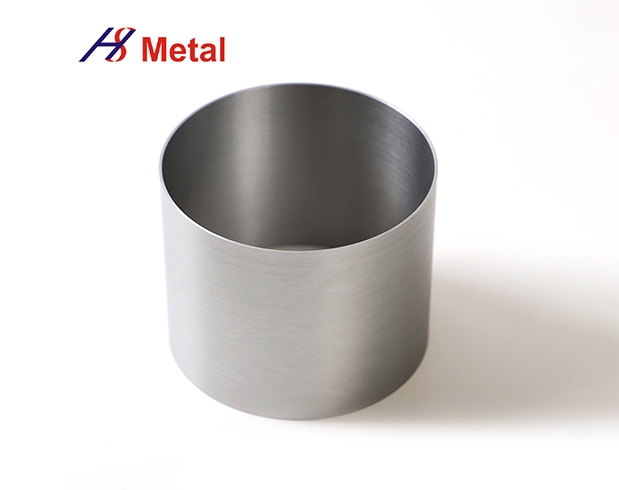
The machining equipment should be strong, free of backlash, and the workpiece should be securely clamped. The sharpness of the tool is very important, as a dull tool may tear the material rather than cut cleanly, which can cause microcracks that limit the life of the finished part. Carbide tools are preferred for most applications due to their good hardness and wear resistance. High-speed steel tools can also be used if care is taken to maintain the sharpness of the tool. Feeds and speeds for high-speed steel tools are lower than for carbide tools. Carbide tools perform particularly well in situations where wear due to chips and dust is a problem. Their life is greatly improved compared to steel tools, so carbide tools also show their economic value in jobs that require long, uninterrupted cutting.
Electrical discharge machining (EDM) technology can also be used to process molybdenum and its alloys. Both wire cutting and plunge EDM are widely used. When machining molybdenum with EDM equipment, it is very important to minimize the formation of a recast layer on the workpiece surface. This hard layer is usually micro-cracked and must be removed by mechanical or chemical polishing before the component is put into use.